The residual pressure monitoring system, also known as intelligent differential pressure measurement and control system, residual pressure control system, smoke exhaust residual pressure monitoring system, fire residual pressure detection system, ventilation differential pressure detection system, etc., mainly assists the high pressure building positive pressure air supply system in smoke prevention During the smoke exhaust process, the pressure from the corridor to the fire front room, the enclosed refuge floor (room), and the smoke-proof staircase is gradually distributed, and the remaining pressure is detected and controlled. The residual pressure monitoring system mainly consists of 'residual pressure detector (residual pressure sensor)' , 'residual pressure controller (box)' , 'residual pressure monitor' , 'relief valve (bypass valve) electric actuator' , ' The trachea ' and other components.
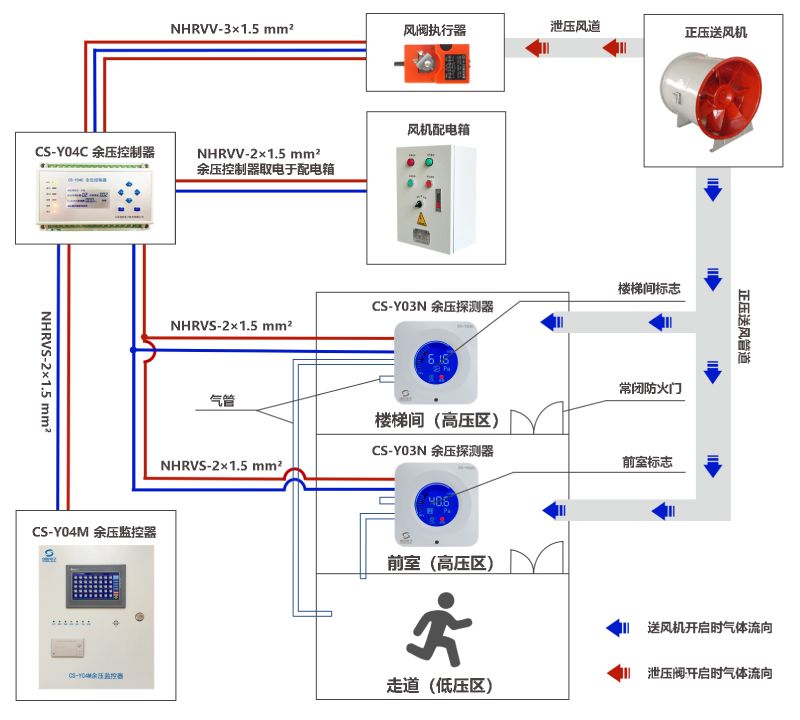
In the event of a fire, the residual pressure monitoring system is activated, and the fire layer and the two adjacent upper and lower air outlets are opened. The blue arrow in the figure indicates the direction of air flow when the positive pressure blower is turned on. According to the principle of safety escape, pressurized air supply should meet smoke prevention The pressure of stairwell pressure> anterior chamber pressure> aisle pressure has an increasing pressure distribution.
The residual pressure detector monitors the residual pressure value from the corridor to the fire front room, enclosed refuge floor (room), and smoke-proof staircase:
1. Pressure relief. When the residual pressure value exceeds the specified range (refer to GB51251-2017 "Technical Standards for Building Smoke and Smoke Exhaust Systems"), the residual pressure sensor transmits the signal to the residual pressure controller (box), and the residual pressure controller (box) links the pressure The valve actuator opens the bypass valve to disperse the air volume of the positive pressure fan outside the system, thereby reducing the air volume of the positive pressure air supply duct. The red arrow in the figure indicates the direction of air flow when the bypass valve is opened. The residual pressure value of the front room, enclosed refuge floor (room) and smoke-proof staircase returns to the normal range.
2. Pressurize. When the residual pressure value is lower than the specified interval, the residual pressure sensor transmits the signal to the residual pressure controller (box), the residual pressure controller (box) links the pressure relief valve actuator, closes the bypass valve, and the positive pressure air supply pipe The increased air volume increases the residual pressure value of the fire front room, enclosed refuge floor (room) and smoke-proof staircase to the normal range.
The residual pressure controller (box) is powered by the fan distribution box and is responsible for powering the residual pressure detector and the relief valve actuator. For its installation tutorial, please refer to the installation method of Lingxiang LX-KZQ fire emergency evacuation residual pressure controller ".
The residual pressure monitor is placed in the elimination control room, which can view the working status and alarm information of all residual pressure detectors and residual pressure controllers (boxes) in the system in real time, and print a paper report. The indicator light of the monitor box indicates operation and communication , Alarm, fault, silence, etc.
Electric Steam Generator
1.Pressure control system
Imported pressure controller circuit, high design stability, high accuracy of red flag pressure gauge, accurate display
2. Thicken stainless steel casing
304 thicken stainless steel shell, using special painting process, the shell is beautiful and durable, can be customized into food grade stainless steel
3.High temperature and high pressure water pump
The high-pressure vortex water pump of the iron body has good corrosion resistance and good passability, and the residual heat of the exhaust gas can be recovered by about 20%.
4.stainless steel heating tube
Wall thickness 1 mm, stamped and sealed, non-ordinary product welding, no leakage, no expansion and long service life
5.Brass liquid level float
Natural magnet copper level controller, anti-oxidation, anti-corrosion, prolongs service life, suitable for multi-water use
6.Stainless steel mechanical float
Stainless steel mechanical float ball has good corrosion resistance, and the ball has a threaded port, which can be replaced and repaired easily.
Industrial Electric Steam Generator,Automatic Electric Steam Generator,Small Electric Steam Generator,Vertical Electric Steam Generator
Henan Yuanda Boiler Co., Ltd. , https://www.henanydboiler.com